
Состав поршневой группы
Говоря об этой части автомобиля, принято понимать комплект деталей, в который входят следующие позиции:
Поршень. Визуально напоминает стакан, производится из сплавов алюминиевого состава, который применяется с целью облегчения массы самой детали, а также из-за прочности самого сплава. Он состоит из следующих элементов:
Внешний вид поршня газ 53
- Поршневой головки, в том числе днища со слоем уплотнения, в котором выполнены проточки для установки в них колец (в ГАЗ-53 оно плоское). Совместно с ГБЦ днище образует камеру сгорания автомобиля.
- Поршневой юбки, имеющей конусную форму с овальным сечением. На ее внутренней стороне расположены ребра охлаждения, а также приливы в форме выступа с люверсом для установки пальца. Прорези на одной из ее поверхностей предотвращают заклинивание хода поршня при его нагревании. На ГАЗ-53 / ГАЗ-52 пальцевое отверстие выполнено со смещением оси на 1,6 мм в правую сторону по ходу автомобиля относительно плоскости диаметра.
- Поверхность, которая непосредственно взаимодействует с поверхностью блока с установленной гильзой. Улучшение скольжения достигается посредством нанесения оловянного слоя.
Гильза. Материалом для ее изготовления является легированный чугун; последние технологии предусматривают поверхностное напыление металлокерамическим составом, обеспечивающим повышенную гладкость поверхности. Гильза вставляется в основной блок и относится к неподвижным частям. Для уплотнения нижней ее части используются медные кольца, а верхняя часть соприкасается непосредственно с прокладкой ГБЦ.
Палец. Выполнен в виде толстостенной трубки из высокопрочной легированной закаленной стали, для придания дополнительной прочности применяется также дополнительная технология цементации с последующей шлифовкой до идеально гладкого состояния. В ГАЗ-53 устанавливаются пальцы плавающего типа, которые имеют свободный поворотный ход в отверстии поршня, а перемещение по оси ограничивается стопорами.
Палец поршневой группы ГАЗ 53
Кольца. Изготовлены из чугунного или стального материала и устанавливаются непосредственно в проточки поршня, для этого они оборудованы замком в виде разреза. Эти элементы разделяются на два вида:
Ом402 Поршень двигателя 402 030 0617
Описание продукта
Что такое наш поршень?
Высококачественный поршень, штифт и зажим OM402.
OEM: 402 030 0617
Цилиндр: 6
Диаметр: 125 мм
В изотермических условиях все поршни проверяются на 100%.
При нормальных условиях каждый поршень обеспечивает гарантию качества на 18 месяцев.
Мы можем сделать 0,50 поршня тоже.
Поверхностная обработка поршня луженая.
Каковы технические характеристики нашего поршня?
Фотографии продукта
Упаковка и отгрузка
упаковка
1 0003
1 0003
FedEx / DHL / UPS / TNT для образцов
2. По воздуху или по морю для партии товаров , для FCL; Аэропорт / Порт приема;
3. Клиенты, указывающие экспедиторов или договорные способы доставки!
4. Срок поставки : 3-7 дней для образцов; 5-25 дней для пакетных грузов.
Условия торговли:
1.Оплата: T / T, Western Union, MoneyGram, PayPal;
30% депозитов;
70% баланс перед доставкой. 2. MOQ: 5 комплектов. 3. Гарантия: 18 месяцев.
Информация о компании
Информация о компании
Shanghai Niuzhang Auto Engine Parts Co., Ltd — промышленная и торговая фирма, основанная в Шанхае.
Нашей основной продукцией являются детали двигателя, детали сцепления, детали тормоза, детали шасси, детали зажигания и некоторые электрические детали.
Наша главная особенность — продукты OEM. Мы можем контролировать весь процесс производства в соответствии с требованиями наших клиентов.
Мы прошли сертификацию ISO9001, ISO14000, ISO / TS16949: 2002 и CE.
Наша цель: ориентированный на клиента сервис и качество продукции
Наш принцип: честность, профессионализм и стремление к инновациям
Политика выживания: жизнь компании лежит на рынке; и жизнь рынка лежит в бренде; и жизнь бренда заключается в качестве и обслуживании.
Наши услуги
Почему выбирают нашу компанию?
1. Мы Alibaba Asised 9 лет Поставщик золота.



2. Мы являемся заводским поршнем производства , лучшими производственными возможностями , лучшим контролем качества, лучшим обслуживанием.
3. Проверено Инспекционным учреждением Bureau Veritas Certification .
4. 100% КК осмотр перед пересылкой.
5. Конкурентоспособная цена .
Как с нами связаться?
г-н Джек Чжоу Моб .: 0086 13032108968 WhatsApp: 0086 13032108968 WeChat: shanghainiuzhang Тел: 0086 21 54942963 Факс: 0086 21 54942965 http://www.made-info.com Http: // made-info.en.alibaba.com Отправьте ваш запрос в подробности ниже, нажмите «Отправить» сейчас!
Разборка и сборка двигателя ЗМЗ.Сборка шатунно-поршневой группы
Все детали шатунно-поршневой группы делятся на категории и подбираются индивидуально друг к другу.
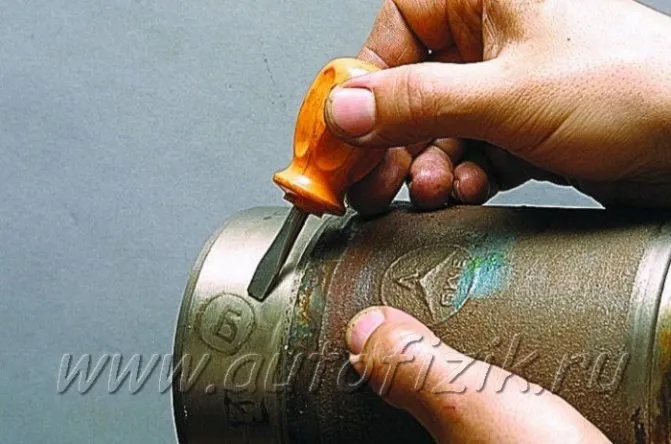
Группа допуска, обозначенная буквой и выбитая на днище поршня,…
…должна совпадать с группой, указанной на гильзе цилиндра.
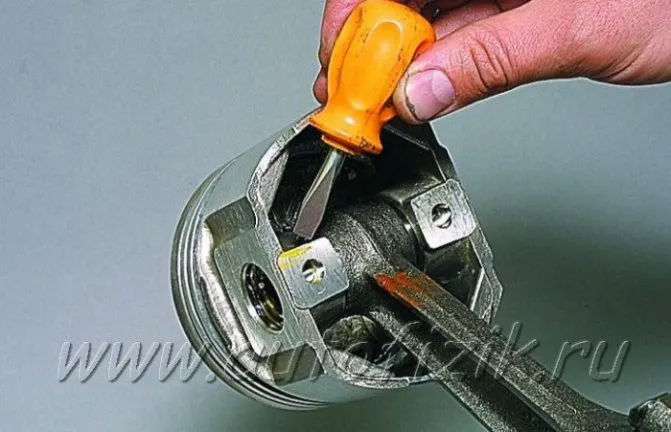
Значения диаметров отверстий в бобышках поршня, головке шатуна и наружных диаметров поршневого пальца делятся на группы, и обозначаются краской.
На поршневом пальце группа обозначена краской, нанесенной на его торце или внутренней поверхности. Она должна совпадать с группой,…
…указанной на бобышке поршня.
На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом.
Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки.
На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен.
Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны.
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке.
Нагреваем поршень до температуры 60–80 °C. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня…
…и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
ВНИМАНИЕ
Выступ на крышке шатуна должен находиться с той же стороны, что и надпись…
ВНИМАНИЕ
…«ПЕРЕД» на поршне. Посадочные места гильз тщательно очищаем от накипи и коррозии.
Уплотнительные медные шайбы гильз цилиндров заменяем новыми.
Гильзы запрессовываем легкими ударами молотка через деревянный брусок
Посадочные места гильз тщательно очищаем от накипи и коррозии.
Уплотнительные медные шайбы гильз цилиндров заменяем новыми.
Гильзы запрессовываем легкими ударами молотка через деревянный брусок.
Набором щупов проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02–0,10 мм.
Подбираем поршневые кольца к цилиндрам.
Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец.
Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм.
Надеваем кольца на поршень, начиная с маслосъемного кольца.
Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя.
Надеваем на расширитель маслосъемное кольцо…
…надписью к днищу поршня.
Угол между замками расширителя и кольца — 45 градусов.
Устанавливаем нижнее компрессионное кольцо…
…надписью и фаской с внутренней стороны кольца к днищу поршня.
Устанавливаем верхнее компрессионное кольцо.
Размерные группы пальцев, поршней и шатунов
2011 — 2022 Autofizik.ru___Некоторые материалы на данном сайте взяты из открытых источников. Они имеют обратную ссылку на материал или присланы посетителями сайта и предоставляются исключительно в ознакомительных целях. Права на материалы принадлежат их владельцам. Администрация сайта ответственности за содержание материала не несет. Если Вы обнаружили на нашем сайте материалы, которые нарушают авторские права, принадлежащие Вам, Вашей компании или организации, пожалуйста, сообщите нам на почту mikushkin5@gmail.com
Если вы являетесь правообладателем исключительных прав, и ваши права каким-то образом нарушаются с использованием на нашем ресурсе, мы просим незамедлительно сообщать об этом письмом в электронном виде на почту mikushkin (пять) (собака) джиmail (точка) com
Согласно действующим нормам законодательства администрация сайта готова рассмотреть спорные вопросы в рамках досудебного (претензионного или иного) порядка урегулирования. Претензии и жалобы рассматриваются незамедлительно. Если вы являетесь правообладателем исключительных прав на какие-то материалы, которые размещены на сайте, то они будут удалены незамедлительно по вашему требованию.
Для рекламодателей:Forty@hotmail.ru
Как правильно ставить кольца на поршень 402 двигатель
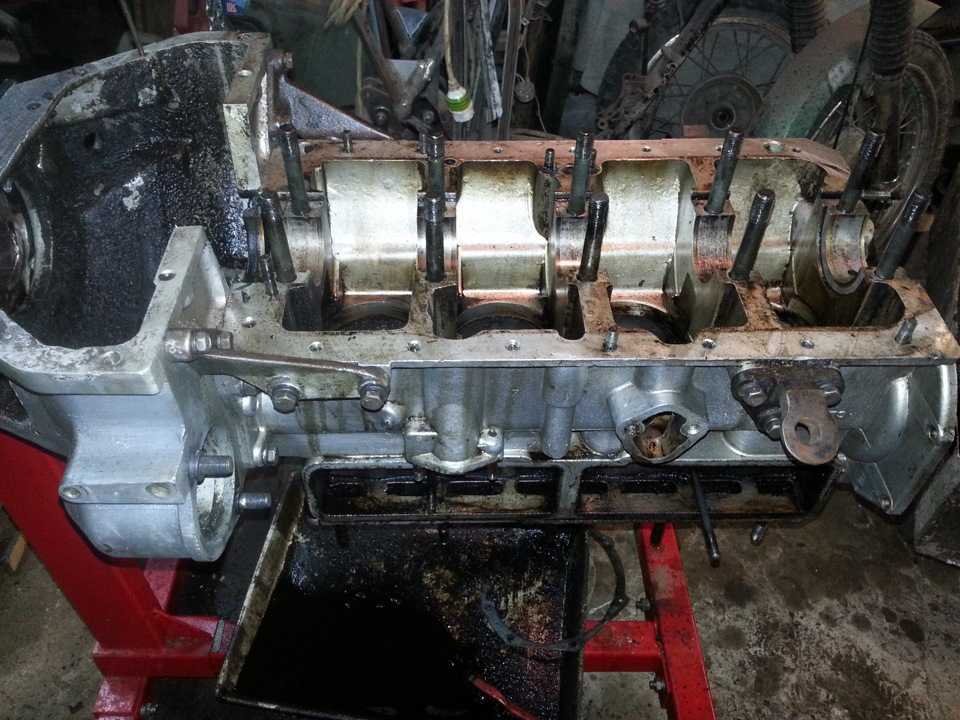
Я не буду много писать о сборке, а лишь о некоторых важных деталях сборки двигателя. Некоторые из них важны для правильной работы двигателя. Я начну с коленчатого вала. Перед окончательной сборкой необходимо установить коленчатый вал сухим, без смазки и без упаковки.


Используйте только качественную набивку («Mercedes») и вставьте ее, повернув коленчатый вал, в маслосливное отверстие.
Далее наступает очередь обтекателей. Шайбы должны быть на 0,01-0,1 мм выше блока. Лучше на 0,05 мм =) (Измеряется при снятии головки блока цилиндров. Это невозможно определить при установке новых вкладышей (выступ будет большим, так как прокладки под вкладышами не сжаты), но можно оценить по старым вкладышам, как они сидели и т.д. Если выступ мал, вкладыши в блоке будут сильно сжаты и «дрожать» на высоких оборотах, а также высок риск прогорания прокладки головки. Если выступ слишком велик, головка блока цилиндров перестает плотно сидеть в блоке, и может произойти утечка охлаждающей жидкости. Но самое главное, чтобы все вкладыши выступали на одинаковой высоте! Для моих вкладышей нет медных или резиновых вкладышей, как для стандартных вкладышей 402 или 417. Я также использую пивные банки и имею с ними хороший опыт. Главное — применять высококачественный высокотемпературный герметик.
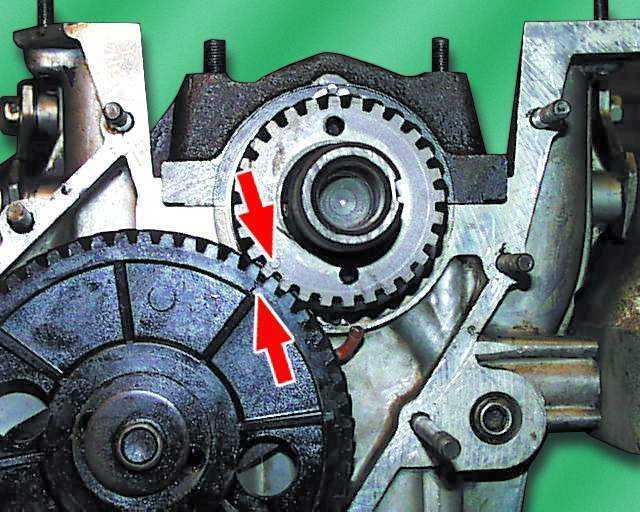
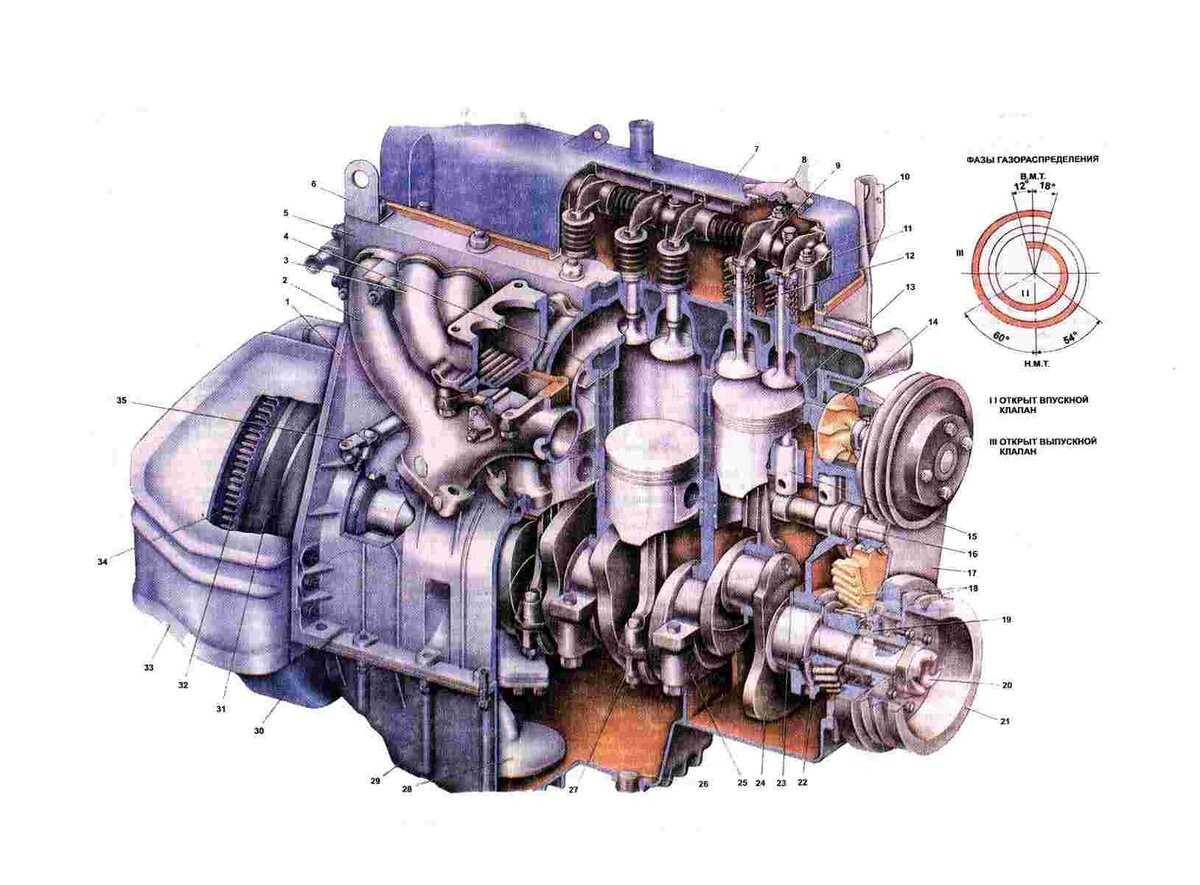
Распределительный вал. Траверсу выбирать нужно если только микрометр заменить, причем выбирать из большой или хотя бы в магазине кучи, так как качество никакое, а журналы обычно уменьшаются чуть ли не на десяток. Кроме того, передача не должна быть замедленной и должна устанавливаться только под давлением. Если он имеет люфт и сидит свободно, то следует прикрутить корпус к валу, и все будет в порядке). Шестерни также делают кривые шестерни. Именно поэтому я сделал отдельную страницу). После всех регулировок я повернул распредвал (относительно незакрепленного) на 4-5 градусов назад относительно вращения (на фото видно смещение отверстия) — угол закрытия после НМТ впускного клапана увеличится ровно на эти градусы. Это обеспечит небольшую прибавку на высоких оборотах.
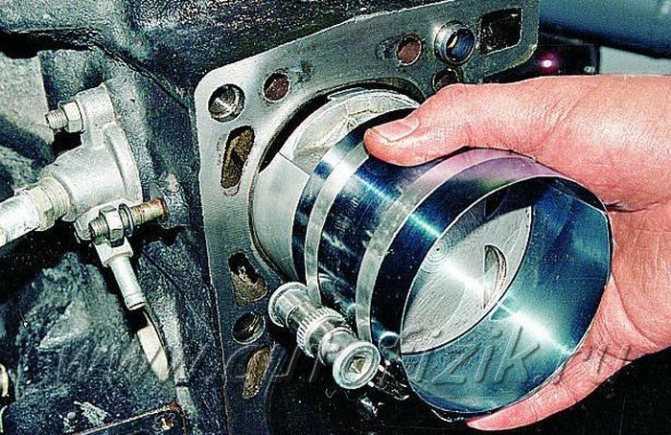
Установка гильз в блок цилиндров
Гильзы правильно устанавливать с разгона. То есть гильзу необходимо осадить вручную до резиновых уплотнений. И затем нанести по верхней части резкий но не сильный удар. Чтобы гильза вошла на свое посадочное место. При резком ударе меньше вероятности того что закусятся резиновые уплотнения. Конечно удар необходимо наносить не по самой гильзе. А предварительно установить деревянный брусок. Что бы избежать скола гильзы
На гильзах двигателя д 240 и последующих модификациях делать это не желательно, или с большой осторожностью. Чтобы не допустить удара верхней юбки гильзы о посадочное место в блоке
Если произойдет даже не значительный удар. Верхняя часть гильзы в посадочном месте лопнет, по кругу. Поэтому лучше аккуратно осаживать гильзу в ручную. Добиваясь. равномерного осаживания в уплотнительные кольца. Чтобы избежать закусывания.
Показания к капитальному ремонту
Собственно показаний к капитальному ремонту 2 — это повышенный расход бензина и/или масла. В принципе всё.
Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ.
При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого
авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе
должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход
бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно
двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался
в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема
течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Разборка и сборка двигателя ЗМЗ.Сборка шатунно-поршневой группы
Все компоненты шатуна и поршня имеют рейтинг «C».
Группа допуска обозначается буквой и выбивается на нижней стороне поршня…
Диаметры отверстия поршня, головки шатуна и наружный диаметр поршневого пальца должны быть разделены на группы и обозначены цветом.
На поршневом пальце группа должна иметь цветовую маркировку на лицевой или внутренней поверхности поршневого пальца. Это должно быть то же самое, что и группа…

…на коронке поршня.
На шатуне группа пальцев поршневого пальца также должна иметь цветовую маркировку. Он должен быть либо идентичен группе контактов, либо примыкать к ней. Чтобы проверить посадку шатуна и поршневого пальца, выполните следующие действия.
Штифт, смазанный маслом из двигателя, должен перемещаться с усилием большого пальца по головке стержня, но не выпадать из гнезда.

Серийный номер цилиндра, в котором он установлен, должен быть указан на боковых поверхностях нижней головки и крышки шатуна.

Номера на крышке шатуна и на самом шатуне должны совпадать и находиться на одной стороне.

Сменные шатуны не имеют такого клейма. Поэтому перед сборкой убедитесь, что они совпадают с заводским клеймом на стержне и крышке, чтобы исключить возможность замены или перепутывания крышек. Нагрейте плунжер до температуры 60-80 °C. Поршень можно нагреть в горячей воде. Зажмите головку шатуна между втулками поршня…
… и поместите поршневой палец, сжатый моторным маслом, на шпиндель или инструмент с молотком.

Зафиксируйте поршневой палец с обеих сторон стопорными кольцами.

ВНИМАНИЕ Выемка в крышке шатуна должна находиться на той же стороне, что и надпись….

Посадочные места гильз должны быть тщательно очищены от солей и коррозии. Замените медные уплотнительные шайбы на цилиндре новыми.
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до
капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая — капаем средством
для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом
отмыть удалось почти все детали:
Ось коромысел разбираться не пожелала, я и не настаивал ![]() . Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал
. Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал
на ночь в средстве для мытья посуды. Клапанную крышку сперва изнутри скоблил строительным мастерком, отложений было реально
много. Потом отмывал всё тем же средством для мытья посуды в ведре.
Как правильно установить поршневые кольца на 402 двигатель
Здравствуйте Уважаемые друзья! Продолжая, капитальный ремонт двигателя, мы с Вами в этой статье разберемся с поршневыми кольцами. Да, мы посветим поршневым кольцам целую статью, потому что поршневые кольцо это один из важнейших деталей двигателя. Давайте разберемся чем чревато изнашивание поршневых колец. Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.



А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Таблица 1. Размерные группы поршней номинального и
ремонтного размеров и их обозначения
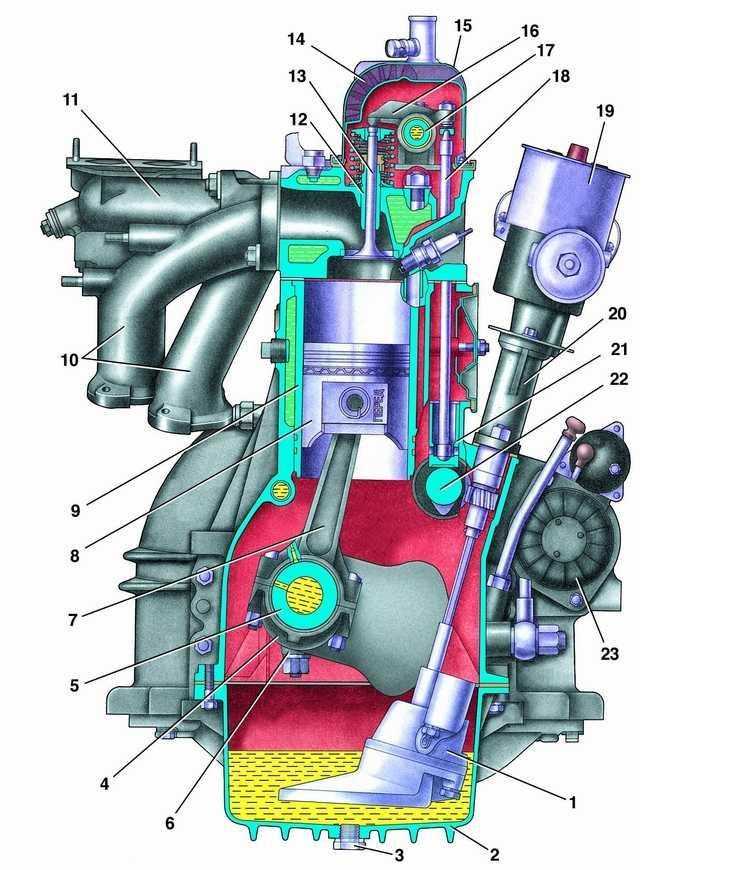
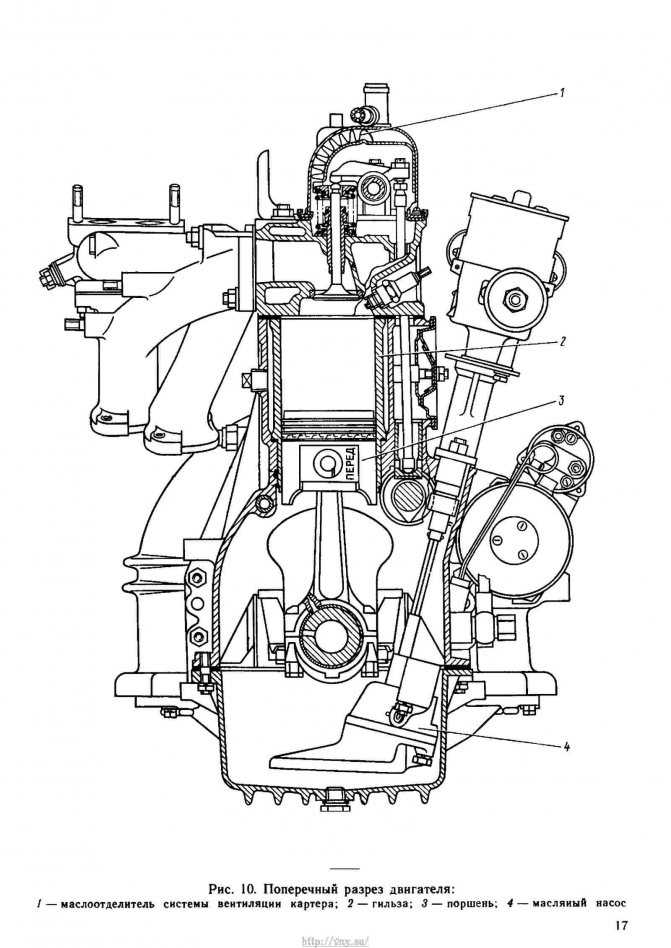
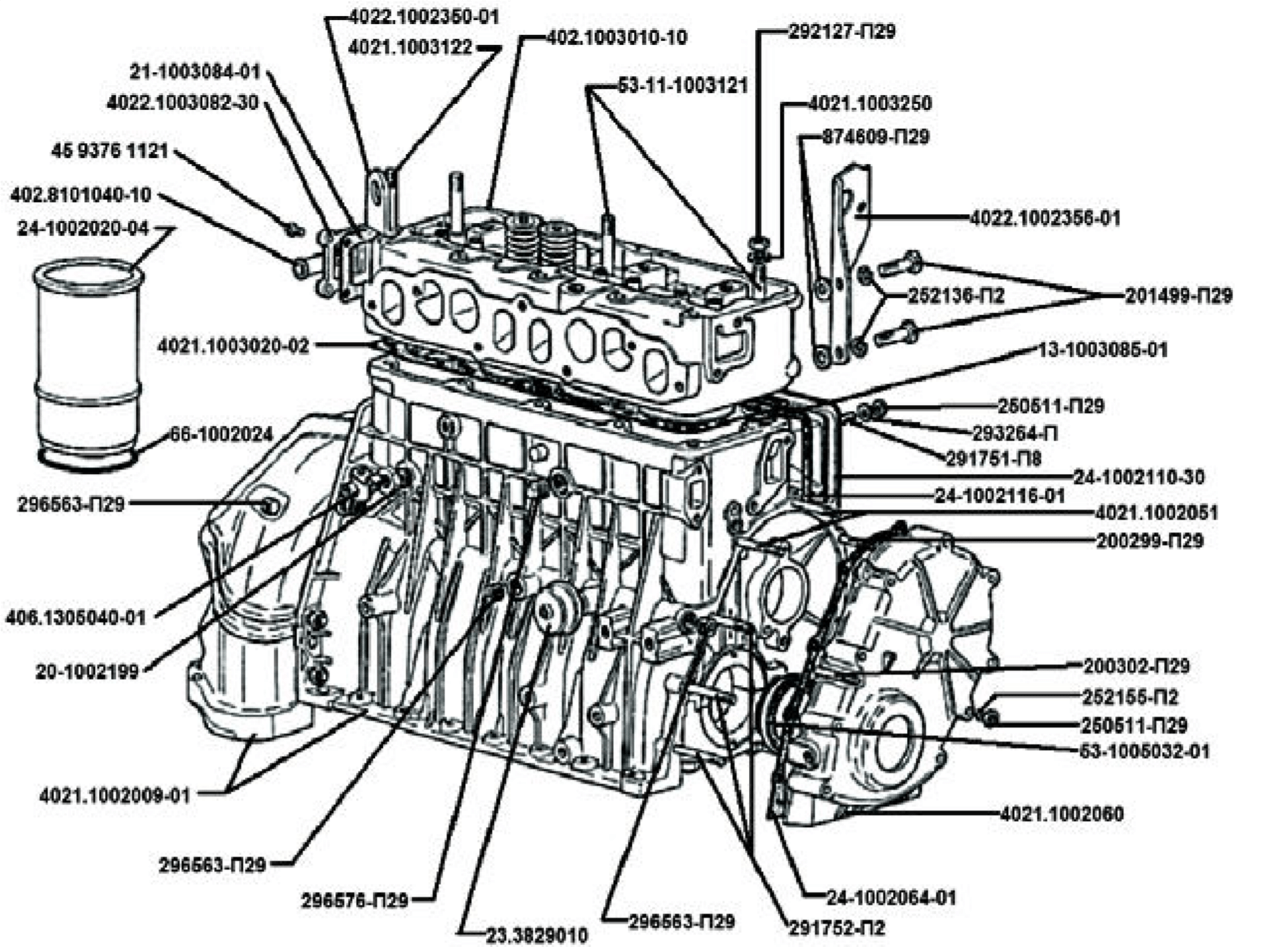
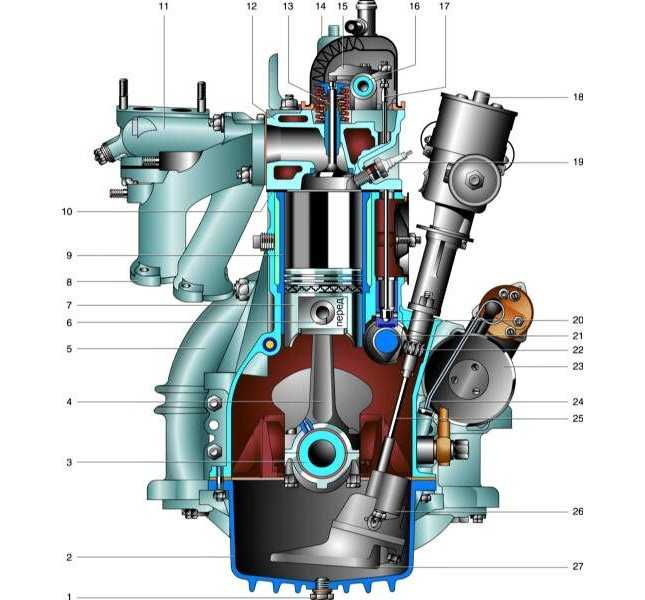
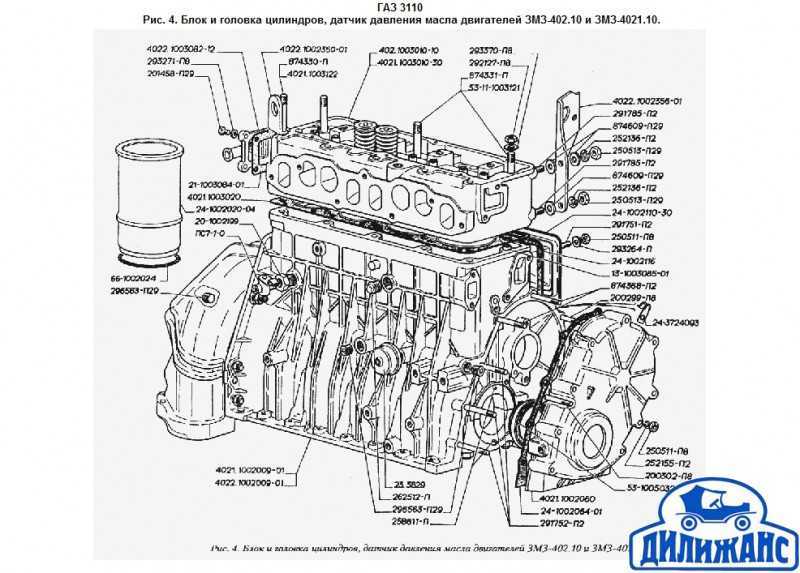
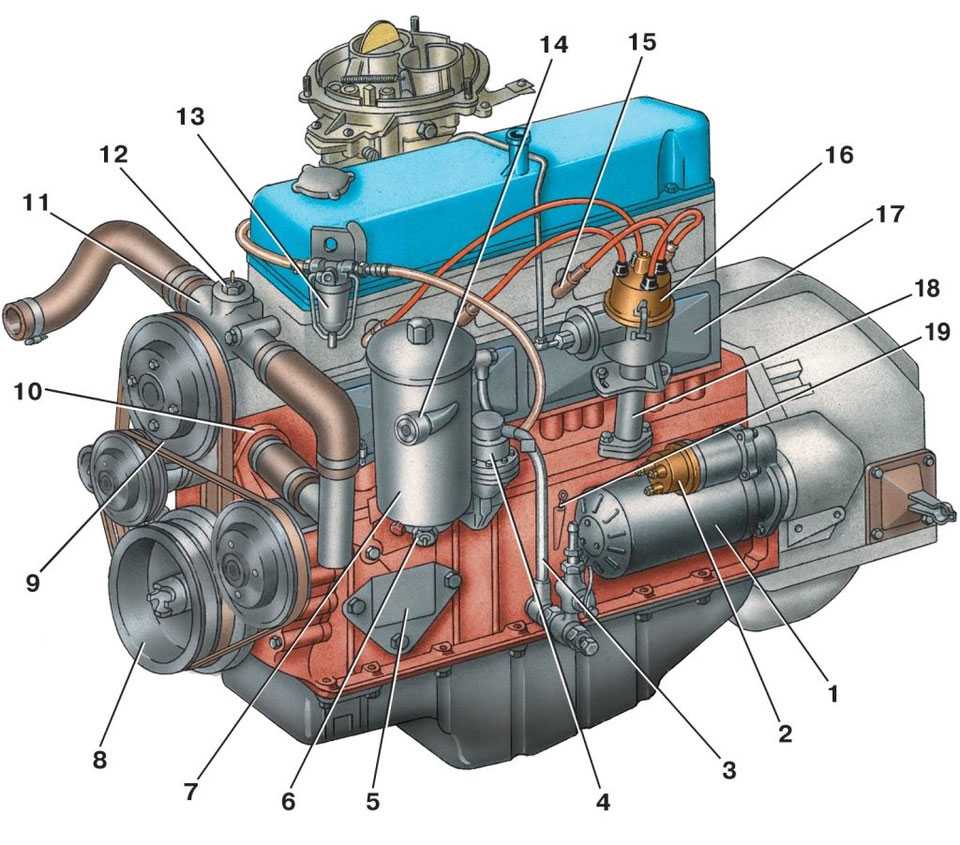
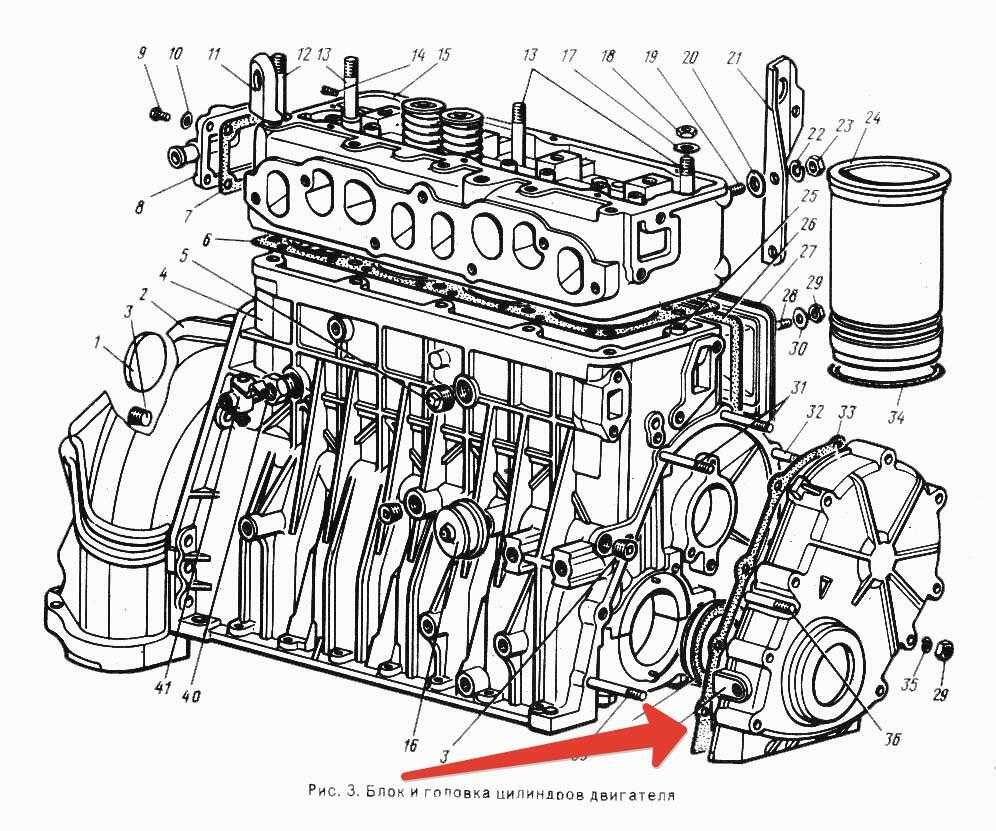
Блок цилиндров (рис.1)
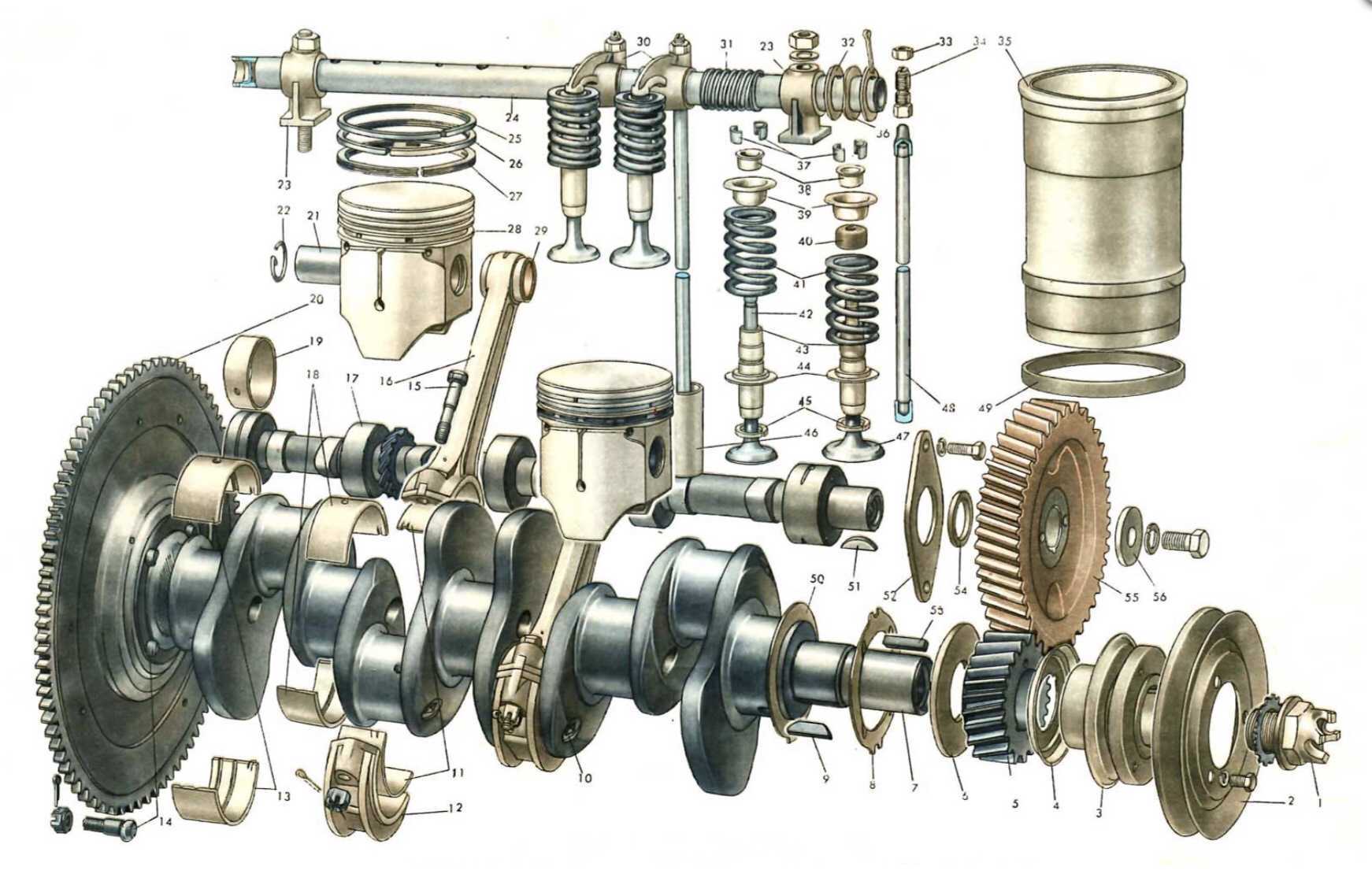
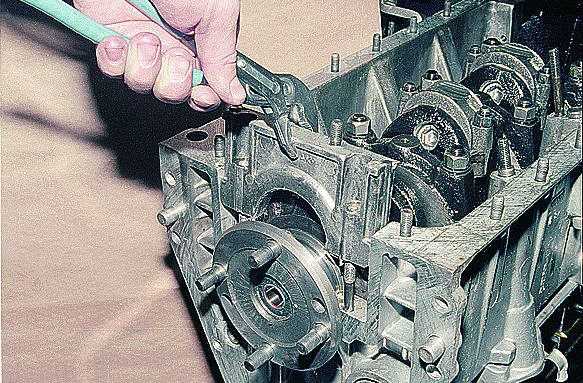
Блок цилиндров 4 составляет одно целое с верхней частью картера. Он отлит под давлением из высокопрочного алюминиевого сплава. Блок цилиндров разделен на две части горизонтальной перегородкой, в которой сделаны четыре отверстия для установки гильз цилиндров. Верхняя часть образует общую для всех цилиндров охлаждающую рубашку. По контуру рубашки имеется десять бобышек для шпилек крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала.
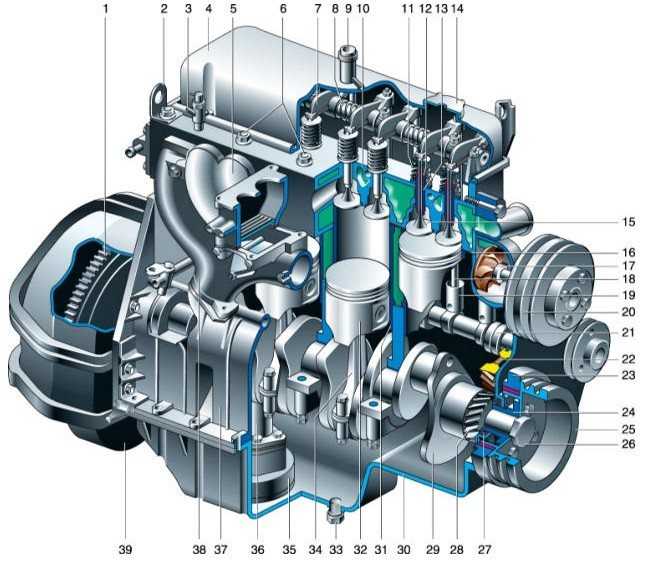
Коленчатый вал 55 установлен на пяти коренных подшипниках. Крышки 2 подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб 53 и 54 упорного подшипника. Все крышки имеют шипы, плотно входящие в пазы блока. Такая конструкция крышек подшипников и изготовление их из чугуна (коэффициент линейного расширения алюминиевого сплава вдвое больше, чем у чугуна) обеспечивают малое изменение рабочих зазоров в подшипниках при нагревании и охлаждении двигателя. Крышки подшипников растачиваются в сборе с блоком pи поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с усилением 11-12 кгс-м.
Гнезда для подшипников распределительного вала 40 расположены в верхней левой части поперечных перегородок блока. Третья и четвертая перегородки имеют снизу наклонные плоскости для крепления масляного насоса.
В средней горизонтальной перегородке (с левой стороны) просверлены восемь отверстий для толкателей 39 штанг клапанов: четыре отверстия, выполненные в отливке, соединяют полости клапанной камеры и камеры толкателей с масляным картером.
Камера толкателей закрыта штампованной из листовой стали крышкой. Крышка по контуру уплотняется пробковой прокладкой и крепится к блоку двумя шпильками, под гайки которых поставлены фибровые уплотняющие прокладки.
С левой стороны блока отлиты приливы для установки масляного фильтра, бензинового насоса, привода распределителя и бобышка для указателя уровня масла. С правой стороны (в верхней картерной части стенки блока) расположен прилив, через который проходит продольный масляный канал.
Бобышки для крепления кронштейнов двигателя расположены в передней части блока с правой и левой сторон. На правой стороне спереди предусмотрены две бобышки для крепления генератора. Нижний фланец блока снабжен шпильками диаметром 8 мм для крепления масляного картера.
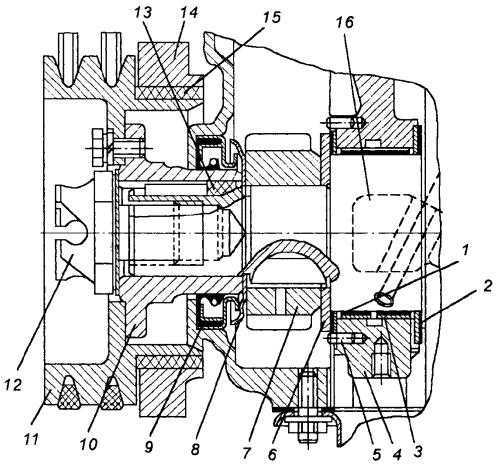
К передней стенке блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка 43 распределительных шестерен. В отверстие в крышке для выхода носка коленчатого вала запрессована обойма с самоподтягивающимся резиновым сальником 44.
К заднему торцу блока шестью болтами крепится отлитый также из алюминиевого сплава картер сцепления. Точное расположение картера сцепления, необходимое для правильной работы коробки передач, обеспечивается двумя установочными штифтами диаметром 13 мм. Задний торец картера сцепления и отверстие в нем для установки коробки передач для обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком 4, и поэтому картеры сцепления не взаимозаменяемы.
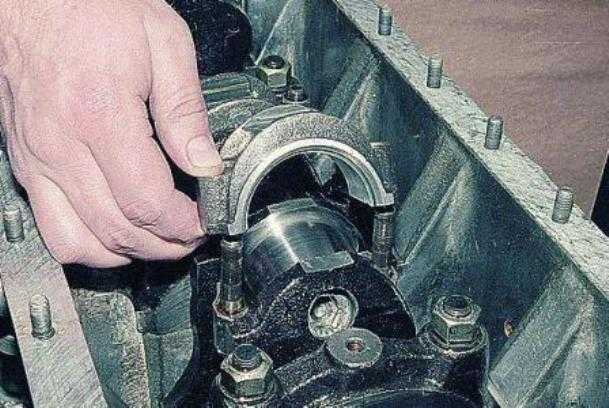
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз 6, отлитых из серого чугуна. Для повышения износостойкости гильза в верхней части снабжена вставкой из коррозионностойкого чугуна. Длина вставки 50 мм, толщина ее стенки 2 мм.
Гильза вставляется в гнездо блока нижней частью, диаметр которой равен 100 мм. В плоскости нижнего стыка гильза уплотнена прокладкой 5 из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,034-0,089 мм. При этом красномедная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница в выступании гильз над плоскостью блока на одном двигателе была в пределах 0,025 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по p pглубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз у цилиндров равномерность выступания можно обеспечить подбором красномедных прокладок соответствующей толщины.