

Ремонт моторов
Эксплуатационный ремонт сводится только к регулировкам отдельных узлов. Выполняется техническое обслуживание, при котором заменяют фильтрующие элементы и расходные материалы.
Проверяют работоспособность систем питания, искрообразования, охлаждения, смазки. Современные ДВС оборудованы датчиками, которые регистрируют имеющиеся отклонения от номинальных значений. Используя соответствующие диагностические приборы, проводят экспресс-анализ всех систем ДВС. По возможности восстанавливают регулировки, отлаживают режимы работы.
Двигатели при регулярном выполнении технического обслуживания могут гарантированно работать в течение десятка лет и более. Для проведения капитального ремонта производители предусматривают мероприятия по восстановлению работоспособности.
Наибольшему износу подвержены:
- Цилиндры ДВС. Внутри них происходит процесс горения. Температура горючих газов достигает до 2200…2500 ⁰С. Часть металла может выгорать. На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
- Изнашиваются поршни, они совершают миллионы возвратно-поступательных движений. В результате происходит износ по наружной поверхности. Уплотнение достигается использованием компрессионных и маслосъемных колец, изготавливаемых из ковкого чугуна. Канавки, в которые устанавливают кольца, изнашиваются.
- Нагрузку от поршней получают шатуны. Они опираются на поршневые пальцы и шатунные шейки. В зоне контакта происходит износ. Увеличивается зазор в пальцах и шатунных шейках.
- Коленчатый вал устанавливается на опоры, после совершения нескольких десятков миллионов оборотов изнашиваются коренные шейки. Зазоры увеличиваются. Моторное масло перестает поступать к шатунам и вытекает через неплотности снова в картер.
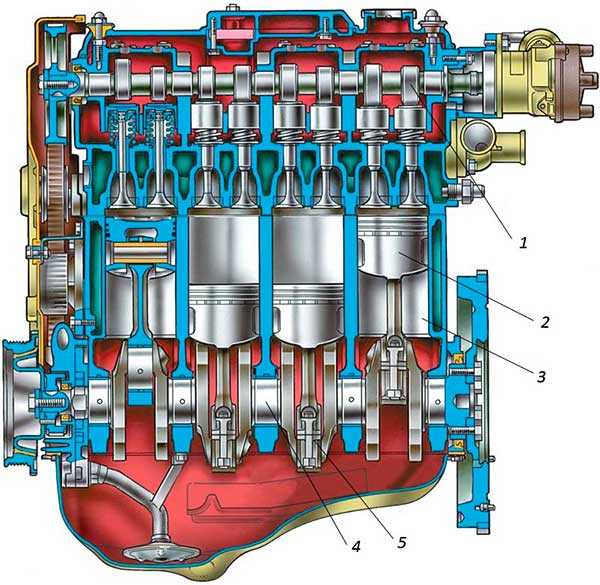
Двигатель в разрезе:
1 – распределительный вал; 2 – поршень; 3 – цилиндр; 4 – коренная шейка коленчатого вала; 5 – шатунная шейка коленчатого вала.
Многие детали заменяются довольно легко. Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
На место изношенных поршней устанавливают новые.
На хонинговальных станках выполняется полировка внутренней поверхности цилиндров, восстанавливается форма
Внимание! Некоторые производители поступают проще, они комплектуют моторы новыми съемными цилиндрами. Остается только приобрести рем-комплект, и заменить поршневую группу.
Заменяют поршневые пальцы, предварительно растачивают посадочные отверстия в головке шатунов.
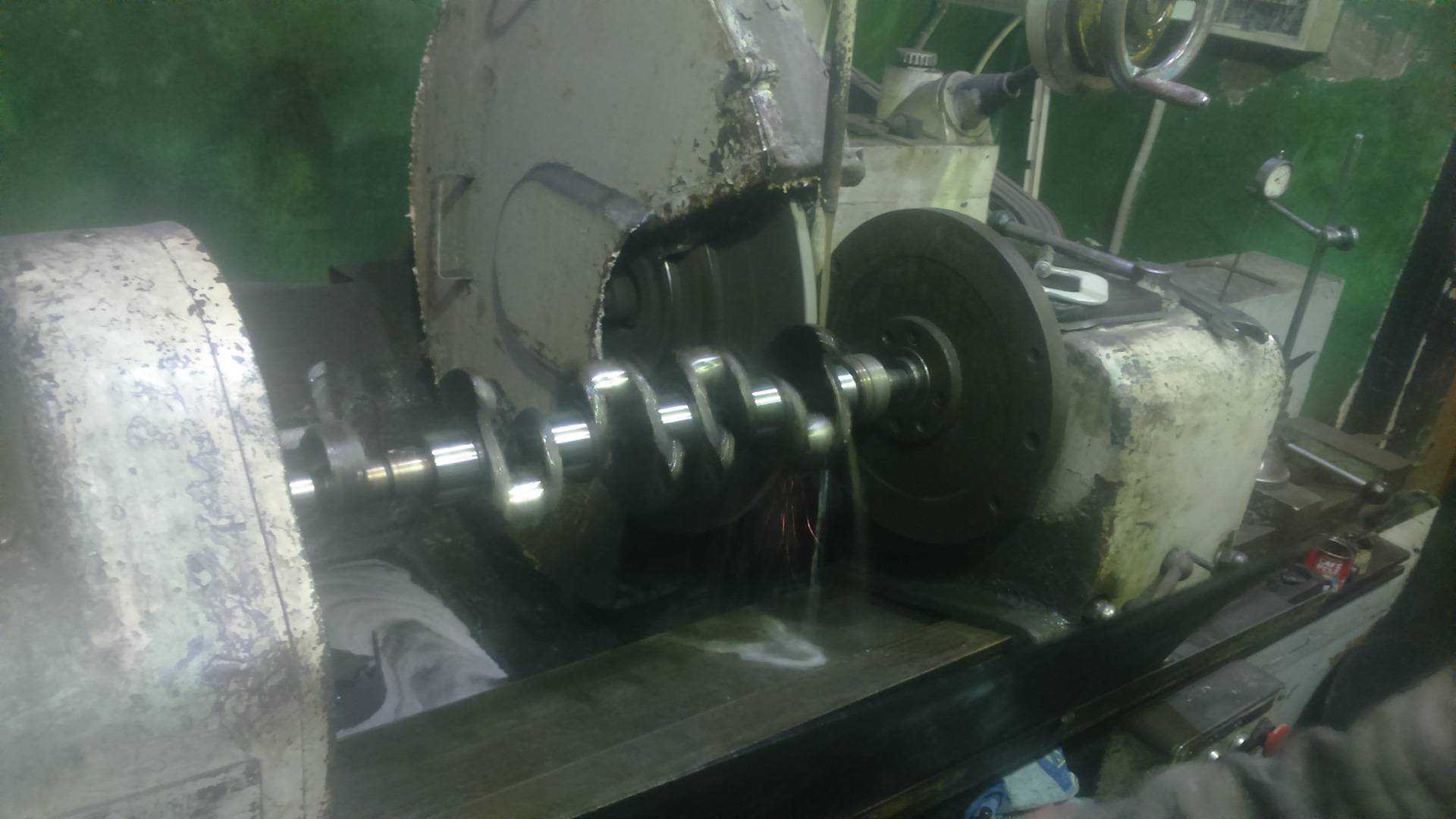
Шлифуют шатунные и коренные шейки коленчатого вала
У большинства производителей предусмотрены по 3…4 ремонтных размера вкладышей. Поэтому реальный моторесурс может быть продлен в 3…4 раза по сравнению с базовым.
После проведения всех операций собирают двигатель. Ставят его на родной автомобиль.
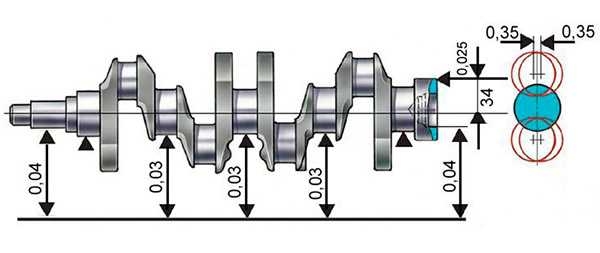
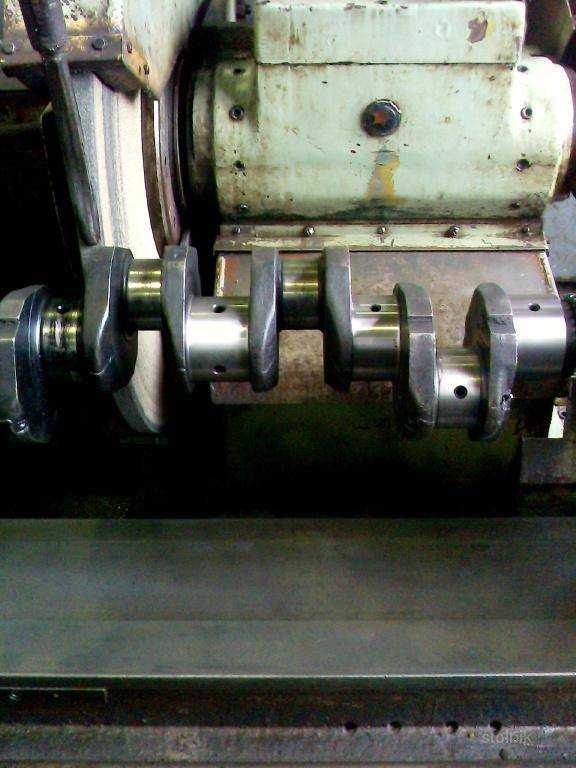
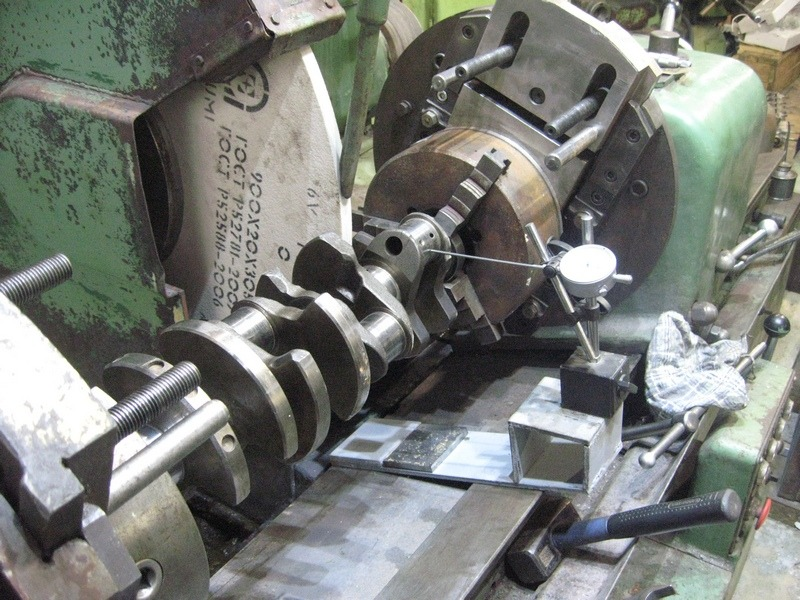
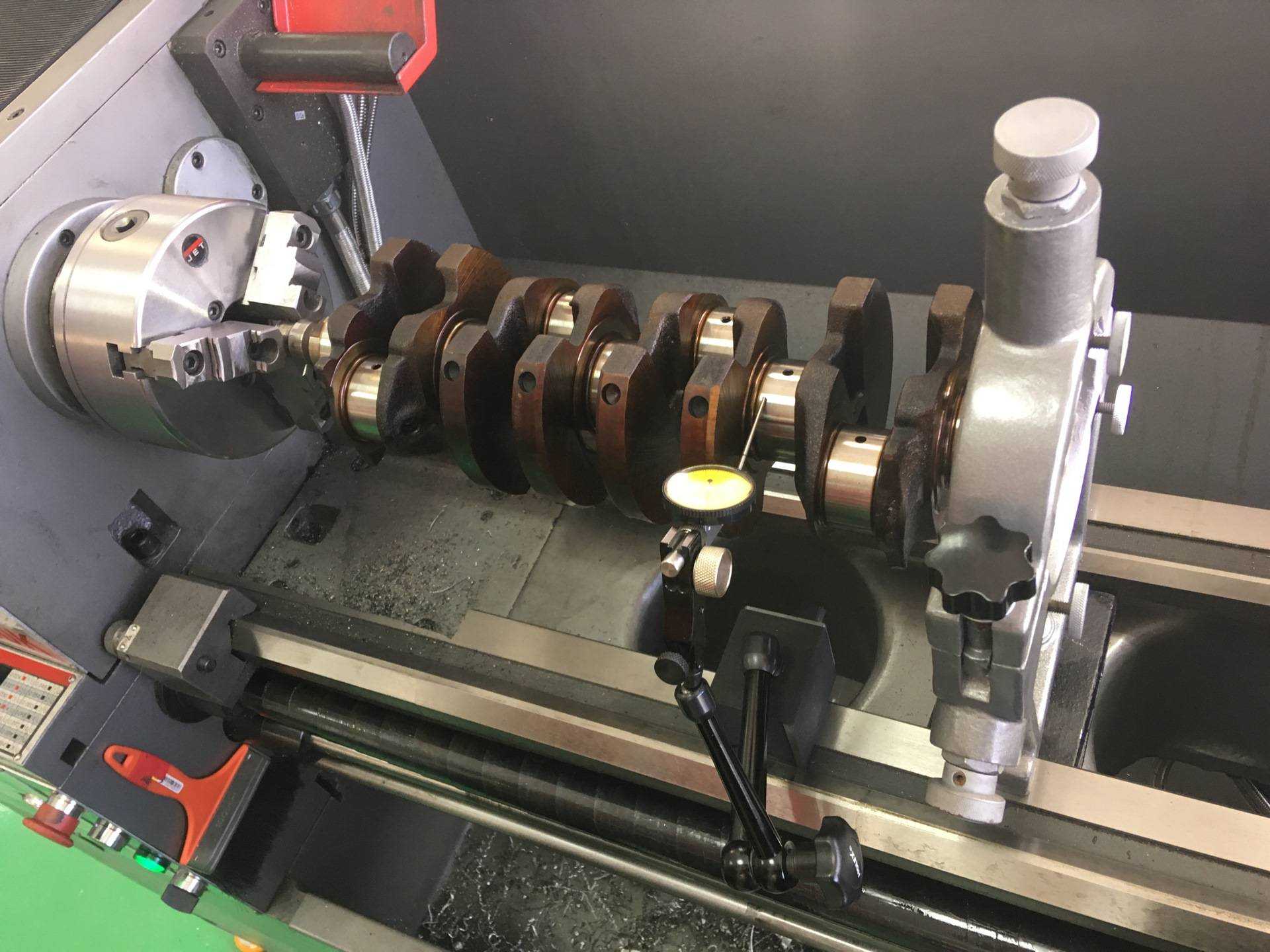
Схема диагностики коленвала:
Теоретически все выглядит довольно прекрасно. При правильной эксплуатации сердце автомобиля способно работать десятилетиями. Но реальность часто доказывает, что после сравнительно небольшого пробега могут возникнуть проблемы, которые устранить простыми способами затруднительно. Требуется восстанавливать самый сложный узел – коленчатый вал. Это самая дорогая деталь в двигателе. Она нагружается сильнее всех. Поэтому необходим сложный дорогостоящий ремонт.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.
Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Особенности производства ДВС
Для ремонта двигателей внутреннего сгорания предусмотрены десятки разных способов, способных вернуть их к жизни. Современные моторы производят на заводах, специализирующихся на выпуск только этой продукции.
Используя несколько базовых изделий энергосиловой установки, разные производители автомобилей выпускают различные модели со своим брендом. Внешне авто могут заметно отличаться друг от друга, а силовой агрегат внутри этих транспортных средств будет один и тот же.
- Мотористы выпускают не один тип мотора, у них предусмотрена линейка ДВС, отличающихся системой впуска, количеством клапанов, наличием или отсутствием турбонаддува, присутствием тех или иных опций. Чаще всего блок и ряд корпусных элементов практически не отличаются.
- Из литейного цеха на последующую доработку на территории механических цехов приходят корпуса и крышки. На металлорежущих станках из заготовок изготавливают детали.
- Сборочные участки собирают узлы и агрегаты. Комплектуются будущие изделия.
- Главный конвейер производит окончательную сборку.
- Потом готовые изделия поступают на участок обкатки. Здесь двигатель устанавливается на обкаточный стенд.
- В течение первых двух часов запуск мотора не производится. Выполняется холодное обкатывание. В результате происходит притирка сопрягающихся деталей. Проверяют наличие дисбаланса у коленчатого вала и других механизмов.
- Потом подается топливо. Двигатель запускается. Ему позволяют поработать на разных режимах в течение часа.
- Отработанное моторное масло сливается, заменяется и фильтр очистки.
- Ставится новый фильтр, заливается свежее масло в картер двигателя. Его упаковывают для реализации на автомобилестроительный завод.
Коленвал зажимает вал на вкладышах
Я растачиваю коленвалы у проверенных расточников, и проблем при сборе двигателя не испытываю. Но если Вы расточили коленвал и расточник допустил ошибку, и коленвал зажимает вкладышами, или наоборот очень сильно прослаблен, то возникает проблема установки коленвала на двигатель.
Подскажу, как устранить, если коленвал зажимается вкладышами, как на коренных шейках, так и на шатунных.
Но сначала надо установить правильно вкладыши в постели блока двигателя, так как если неправильно установить вкладыши двигатель заклинит, на фото показано, как правильно должны стоять вкладыши на двигателе ВАЗ. Но и на других двигателях устанавливаются вкладыши также.
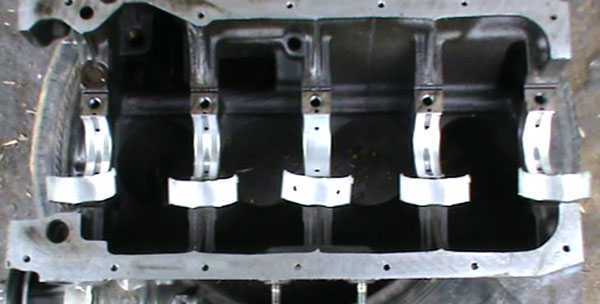
Фото. Показано как правильно устанавливать вкладыши в блок двигателя.
После того как установлены вкладыши в блок двигателя надо правильно установить и подобрать упорные полукольца или кольца (зависит от двигателя), коротко, желательно установить или подогнать упорные полукольца так, чтобы продольного перемещения коленвала не было.
Теперь ложем коленвал на вкладыши и вставляем вкладыши в подушки блока, обязательно подушки должны быть поставлены на свои места и замок вкладыша должен ставиться к другому замку вкладыша. Слегка наживляем подушки, после того как все подушки поставлены на свои места, начинаем затягивать подушки по одной, и после того как затянута подушка обязательно попробуйте прокрутить коленвал.

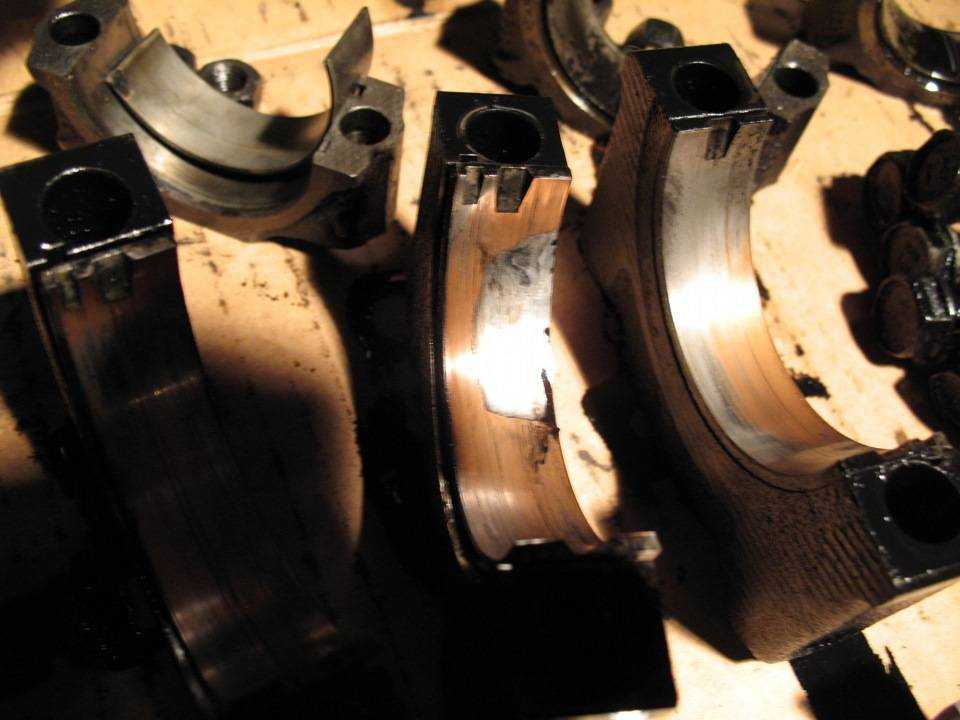
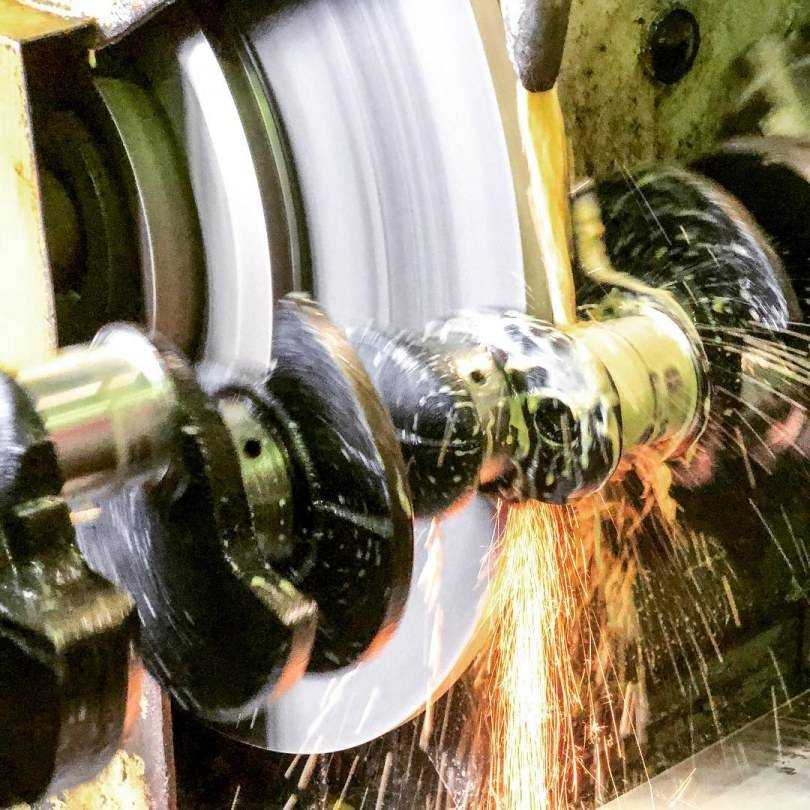

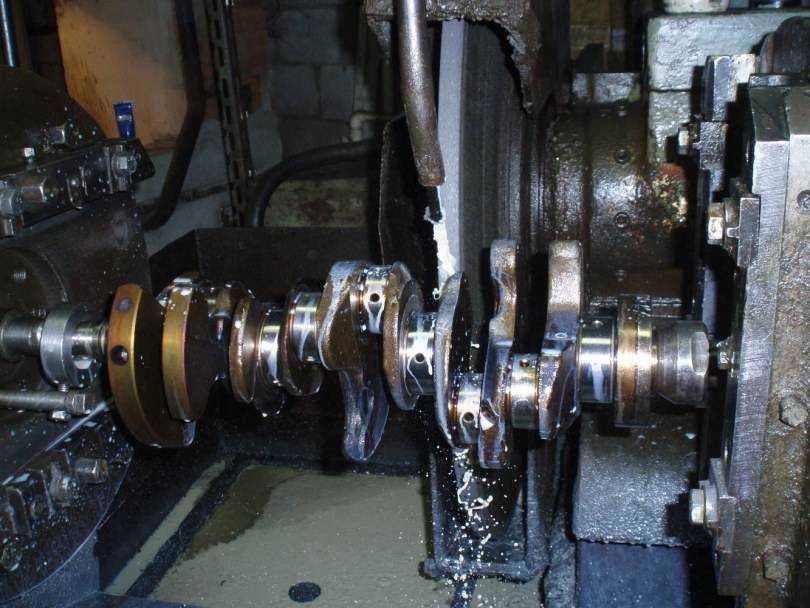
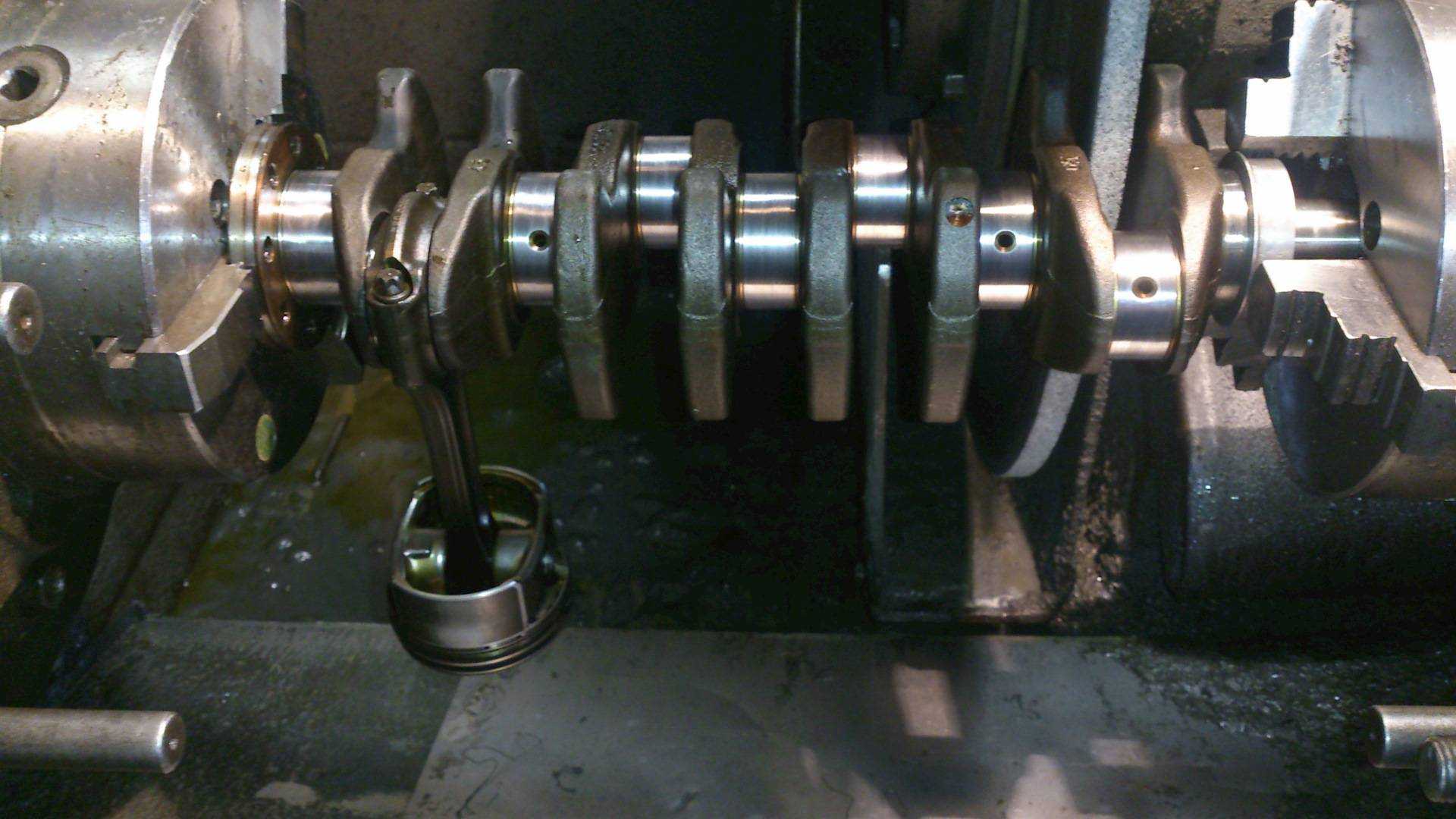


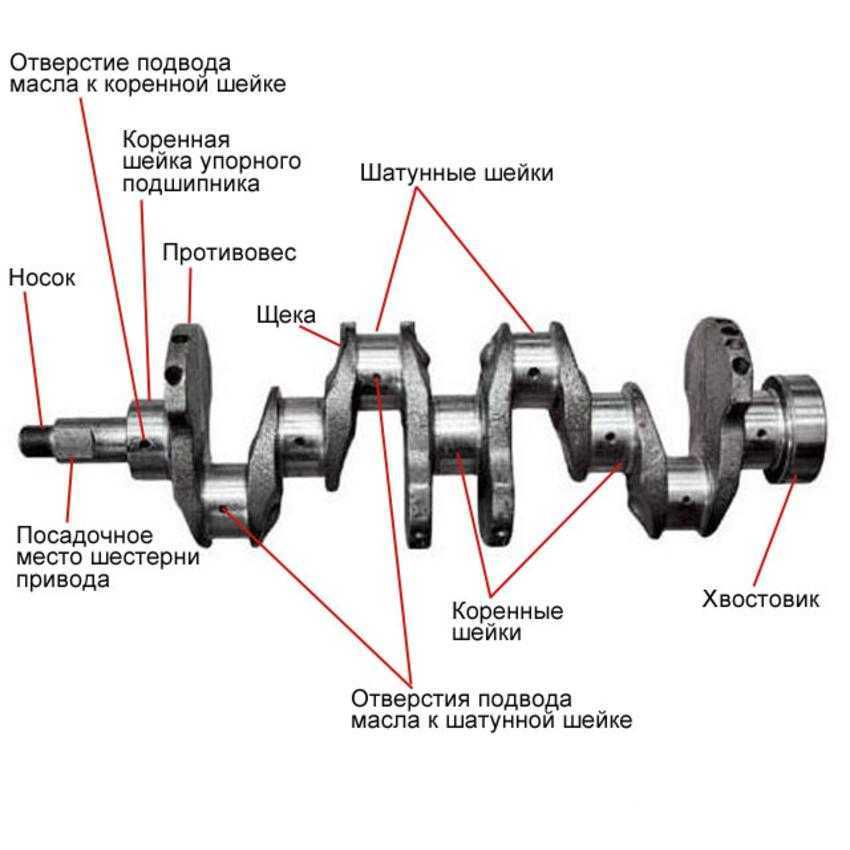


Фото. Вид фольги перед подкладкой между подушками.
Если после затяжки подушки коленвал зажало и он не прокручивается, надо обязательно расслабить зажатую шейку коленвала. Это можно сделать простой фольгой от шоколада, на фото показано как правильно вырезать фольгу и как ее подложить чтобы разжать зажатую шейку коленвала. Бывает, что одной подкладки фольги мало, поэтому подкладывайте дополнительно фольгу, пока коленвал не начнет проворачиваться. Этот способ подходит как для коренных подушек, так и для шатунных. После того как подобрали и затянули фольгу, лишнее срежьте ножом, фольга подкладывается с одной стороны подушки, где нет замков вкладышей.

Фото. Показано как правильно подкладывать фольгу между подушками.
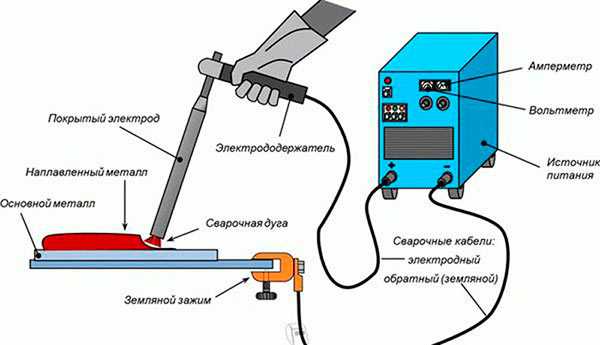
Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.
Наплавляемые швы:
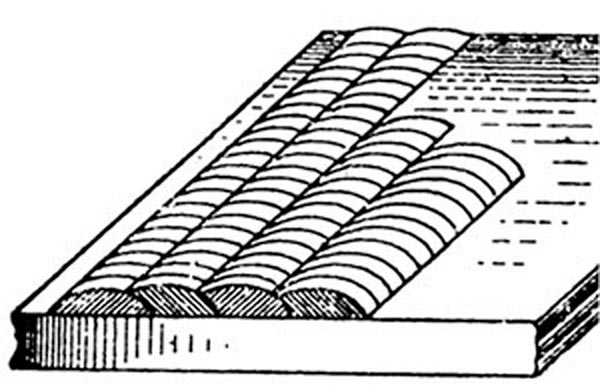
При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:
Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Внимание! Некоторые предприниматели организуют подобные ремонтные подразделения в своих пунктах технического обслуживания автомобилей. Как показывает практика, такие небольшие производства востребованы
Они дают существенную прибыль для основного производства.
Как проводится замена вкладышей, не снимая двигатель?
Многие автовладельцы думают и пишут на форумах, что добраться до вкладышей, не снимая и не вынимая из капота мотора, нереально. Однако такие операции проводят ремонтники на судах, где размеры деталей огромны и сил для снятия двигателя требуется слишком много. А если методика существует, ее можно применять и для простых автомобилей.
- Поставьте автомобиль на эстакаду, чтобы получить легкий доступ к двигателю. Если на нем установлена защита, то ее следует снять и слить смазку.
- Заранее снимите коробку, переднюю крышку и ослабьте цепь распредвала. Если не лень, лучше снять ее целиком, чтобы не мешала.
- Снимите стартер и поддон (если не мешает балка). Если она препятствует работе, придется приподнимать мотор и вытаскивать из-под него поддон.
- Теперь вы получили доступ к коленвалу. Проще всего заменить шатунные вкладыши. Старые подшипники вытаскиваются после откручивания винтов головки, поставить на место новые легко, только не забудьте хорошо смазать их тем же моторным маслом, что залито у вас в двигателе.
- Сложнее проходит замена коренных вкладышей, не снимая двигатель. Потребуется приопустить коленвал, ослабив его крепление. Сильно опускать не требуется, на десять, максимум — пятнадцать сантиметров.
- Теперь вкладыши вытащить будет легче. Но потребуется алюминиевая заклепка, которую нужно вставить в смазочное отверстие, так она вытолкнет наружу подшипник. Главное, чтобы размер заклепки подходил и не царапал коленвал.
Не забывайте оценивать состояние вытащенных вкладышей. Если задиров нет, то можно обойтись простой сменой деталей. А вот если он сильно потрепан, все же придется шлифовать коленвал, полностью сняв его с крепления.
Не забывайте правильно подбирать сменные вкладыши. При сборке на автомобиль устанавливаются стандартные размеры. Когда проводится замена вкладышей ВАЗ 2106 не снимая двигателя, нужно соблюдать правильный шаг размерности, если у вас уже проводилась шлифовка коленвала.
Наплавка напылением
Перспективным способом восстановления коленчатых валов является напыление на поверхность шеек окислов титана. Напыление выполняется порошком, имеющим размер гранул, измеряемый микронами.
Создается разность потенциалов, в результате которой формируется стабильный процесс притяжения между частицами порошка и телом восстанавливаемой детали. Чтобы увеличить интенсивность процесса создается струя, в которой разность потенциалов достигает десятки тысяч Вольт. Попутно происходит разогрев струи, температура повышается до 4000…6000 ⁰С. Длительность процесса составляет всего несколько долей секунды. Поток порошка направляется на поверхность. Между частицами и телом детали возникает диффузия. Частичка припаивается к поверхности.
Газопламенное напыление окиси титана:

Внимание! Твердость окислов титана достигает до HRC 65…75. Такая твердость у стали и ее сплавов недостижима
Поэтому износ порошкового напыления на коленвалах может достигать миллионных пробегов автомобиля. Восстановленная деталь «ходит» в несколько раз дольше, чем планируемый ресурс у нового коленчатого вала.
Почему проворачивает шатунный вкладыш
Вкладыши шатунов и коленвала ДВС — это подшипники скольжения, которые должны обильно смазываться, чтобы выполнять свои функции. Шейки коленвала и оверстия шатуна сидят плотно без люфта и зазоров, но благодаря смазке сила трения сопряженных пар минимальна.
Проворот вкладышей шатуна и коленчатого вала требует немедленного ремонта. Нельзя эксплуатировать автомобиль с такими поломками в двигателе, потому как может произойти дальнейшее разрушение деталей или узлов ДВС. Эту поломку определяют на слух, слышен стук коленвала и шатуна.
Вкладыши, они же подшипники скольжения сажают в места, которые называют постелями вкладышей. Вкладыши должны быть зафиксированы. Если на вкладышах есть отверстия, они должны быть совмещены с отверстиями сопряженной детали.






А известно ли вам, что за проходимость и управляемость автомобилем отвечает вид блокировки и перенатяг дифференциала.
Основные причины проворота вкладышей:
- не достаточно были зафиксированы вкладыши;
- вкладыши прикипели.
Коленчатый вал вращается относительно вкладышей, поверхность которых защищена антифрикционным (противотрущимся) материалом. Чтобы вкладыши не смещались и не проворачивались вместе с коленвалом ДВС, они удерживаются специальными усиками. Также они устанавливаются в натяжку, которые рассчитали заводы-изготовители.
Чем больше нагрузка на коленвал, тем меньше создается масляная пленка (прослойка, подушка). А если еще присутствует превышенная вибрация, то происходит разрушение масляного защитного слоя и резко повышается сила трения, из-за чего вкладышу все труднее и труднее удержаться в постели, усик предназначенный для защиты от проворота не может удерживать вкладыш.
Как правило, причиной проворачивания вкладышей является отсутствие смазки. Для смазки на коренных вкладышах предусмотрены отверстия, на шатунных — пазы. Если эти каналы для подачи масла закупорены, отверстия и каналы полностью или частично забиты, сила трения трущихся деталей повышается, появляется эффект масляного голодания. Из-за отсутствия смазки сильно нагреваются пара вкладыш-коленвал. Во время нагрева трущиеся детали прилипают друг к другу. После такой сварки начинают проворачиваться вкладыши.
Виды ремонта коленвала
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
-
шлифовка,
-
рихтовка,
-
полировка,
-
ремонт шкива,
-
чистка каналов,
-
замена подшипников,
-
балансировка.
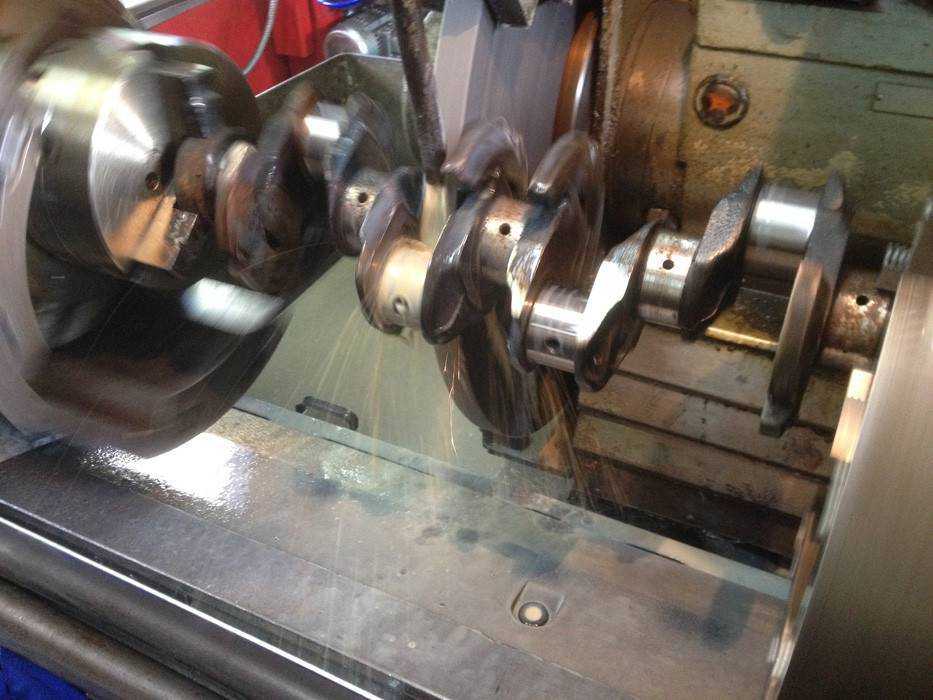
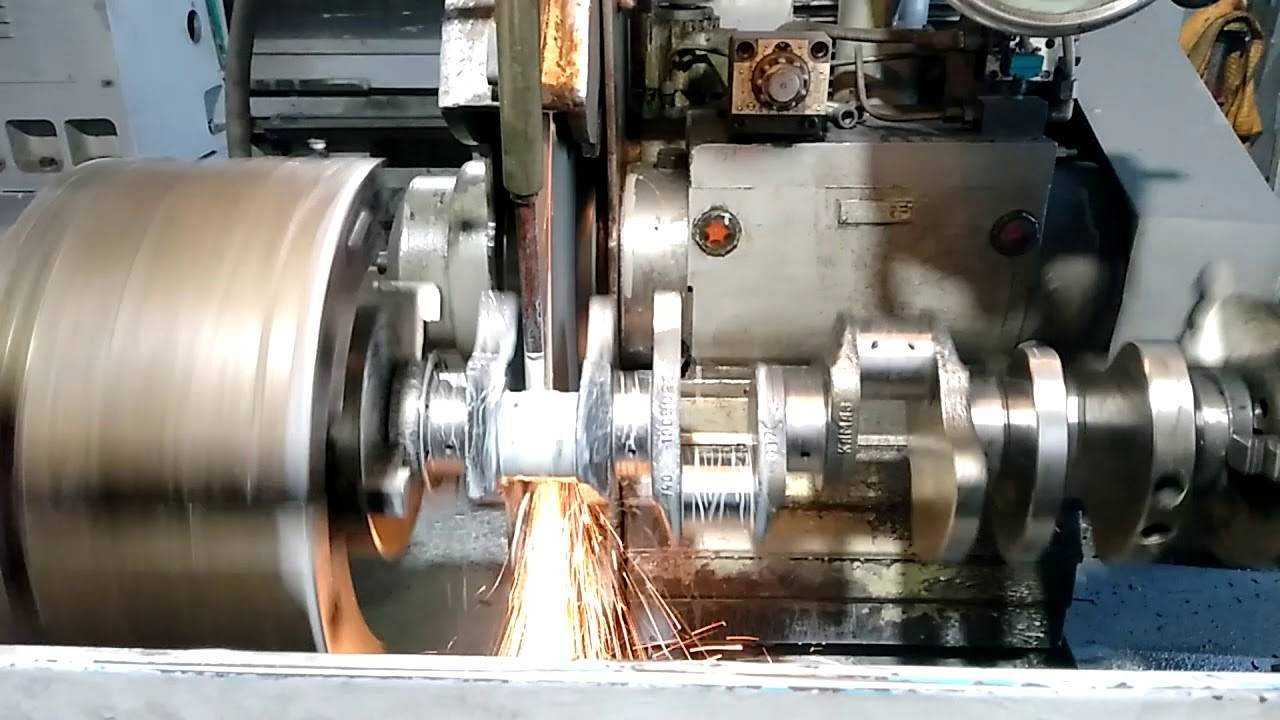
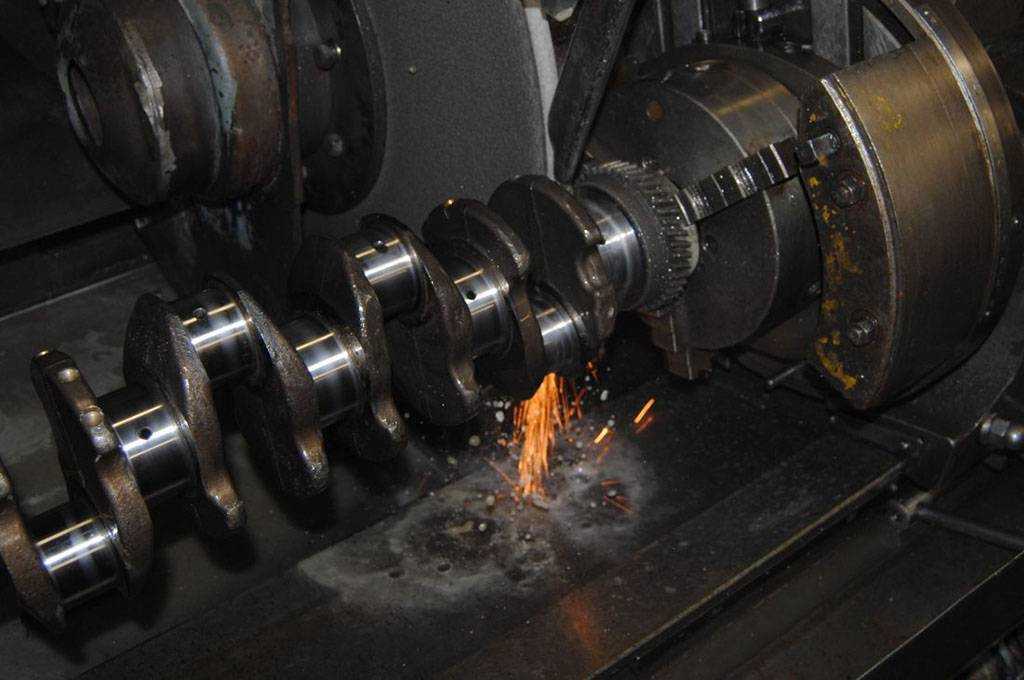
Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка
Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Чистка каналов
Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
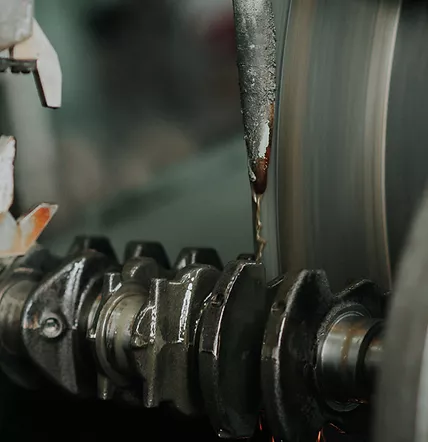
Полировка
Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв
Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка
Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.






Описание вкладышей коленвала
Все коренные и шатунные шейки коленвала имеют свои собственные размеры, речь идет о параметрах, которые принимают шейки после процесса шлифовки. Размеры этих элементов должны полностью соответствовать габаритам, которыми обладают ремонтные вкладыши коленвала. Соответственно, при покупке таких запчастей необходимо учитывать параметры своего транспортного средства, ведь каждый отдельный мотор имеет свои размеры.

К примеру, если вы являетесь владельцем классического автомобиля ВАЗ, то должны иметь в виду, что отечественные авто имеют четыре различных размера вкладышей. Это означает, что коленвал в принципе может быть расточен не более четырех раз. Также нужно учесть, что вкладыши коленвала имеют и наружный размер, который никогда не изменяется, а вот внутренний может регулироваться из-за увеличения толщины элементов.
Назначение вкладышей
По сути, коренные вкладыши коленчатого вала, вне зависимости от маркировки, выполняют роль подшипников, предназначенных для улучшения скольжения шатунов. Шатуны, как известно, предназначены для вращения коленвала под воздействием микровзрыва горючей смеси в камерах сгорания мотора. Поскольку элементы периодически изнашиваются, автомобилист должен своевременно выполнять их снятие и замену, что также должно сопровождаться расточкой вала.
Не секрет, что при работе двигателя внутренние узлы подвергаются высоким нагрузкам и скоростям вращения. Это означает, что мотору просто необходимо снизить трение, в противном случае агрегат может выйти из строя практически сразу. Чтобы показатель силы трения был значительно ниже, все необходимые компоненты внутри мотора функционируют в микронной пленке, которая является масляной.

Эта прослойка, которая обволакивает металлические компоненты агрегата, образовывается исключительно при достаточном давлении рабочей жидкости. В частности пленка всегда должна находиться между коренной шейкой коленвала и вкладышем, в результате чего показатель трения не такой высокий, как мог бы быть. Соответственно вкладыши, изготовление которых осуществляется из металла, представляют собой надежную защиту, которая позволяет повысить ресурс эксплуатации вала в целом.
Конструкция
Казалось бы, вкладыш коленвала — обычная деталь, но ее изготовление осуществляется с применением нескольких различных металлов.
Соответственно вкладыш состоит из нескольких слоев, которые мы рассмотрим ниже:
- изготовление первого слоя осуществляется из меди, ее процент может составлять от 69 до 75%;
- изготовление второго слоя осуществляется из свинца, его процент составляет от 21 до 25%;
- третий слой — олово, около 2-4%.
В целом общая толщина вкладыша составляет 250-400 микро. Следует отметить, что иногда для изготовления вкладыша применяется не медь, олово и свинец, а специализированный алюминиевый сплав. Маркировка в этом случае будет зависеть исключительно от производителя.
Виды
Что касается видов, то маркировка здесь будет зависеть от типа компонента.
В целом вкладыши для коленчатого вала подразделяются не несколько групп:
- Коренные. Вне зависимости от маркировки, коренные вкладыши выполняют сходные функции. Они монтируются между коленчатым валом и тем местом, где этот вал проходит через корпус мотора.
- Шатунные. Шатунные компоненты расположены непосредственно между шатунами и шейками вала.
В принципе вкладыши, как шатунные, так и коренные, производятся для каждого типа мотора, но все они различаются между собой по внутреннему диаметру. В зависимости от модели двигателя диаметры элементов будут различны, даже для одного двигателя. Как правило, разница в диаметре, то есть шаг, составляет 0.25 мм. Это значит, что размерный ряд деталей, составляется следующим образом: 0.25 мм, 0.5 мм, 0.75 мм и т.д.